創新鋼鐵
煌港特鋼一直致力於利用其技術和工程資源來預測客户不斷變化的需求
創新鋼鐵
首页 > 創新鋼鐵
創新鋼鐵的未來
- 煌港特鋼一直致力於利用其技術和工程資源來預測客户不斷變化的需求。作為一家綜合性鋼鐵企業,創造創新的高價值鋼鐵解決方案是我們公司的戰略重點之一——從生產商品鋼材轉向利潤率更高的特種產品。
- 如今,我們擁有全面的鋼鐵解決方案組合,可以滿足最具挑戰性的客户要求。通過邀請客户、研究小組和運營部門之間的合作,我們正在為新用例生成創新解決方案,並增強我們的競爭優勢。
- 我們的創新動力源自我們對顧客需求的深入了解,並致力於和客戶建立直接合作的關係。在我們的核心價值觀和使命的推動下,我們創造了持續改進和成功的道路。

研究與創新中心
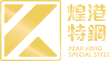
- 我們研究高性能鋼結構應用的核心是研究與創新中心,我們擁有東莞工廠的實驗室及設備,聯合香港理工及華南理工及新加坡南洋理工的團隊合作,旨在為客户提供友好服務並促進聯合開發項目。
- 除了開發新產品外,還舉辦有關可成形性、腐蝕、焊接和其他主題的技術研討會和研討會,為客戶的業務增值。
- 憑藉注重創新和協作的文化,新產品和流程的開發更加高效,推出速度也更快。
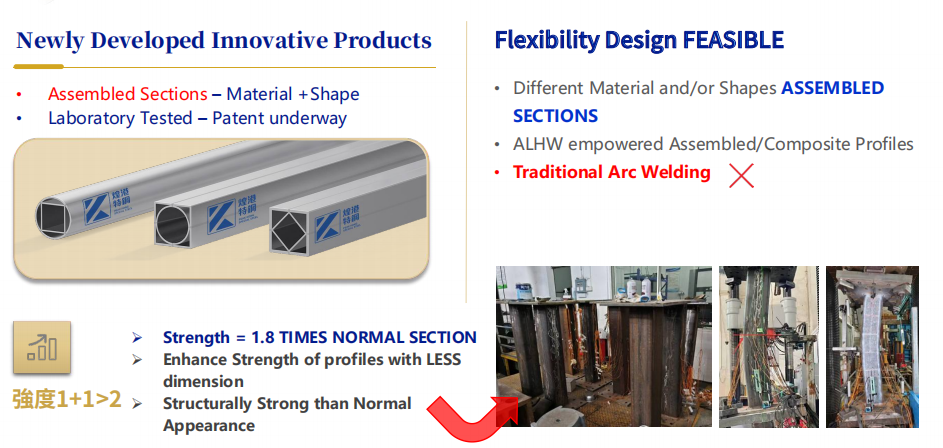
- 我們的產品包括先進高強度碳鋼及復合空心結構型材,減輕結構的重量,減少碳足跡。
更小的截面,更大的承載力
Smaller Structure, Greater load-bearing Capacity.
特色創新材料
- 今天,煌港特鋼繼續推動創新,生產改變行業的高性能鋼。我們致力於打造輕質、堅固、可成型的鋼材,始終走在技術前沿,推動客户實現更大的夢想。