為了順利開始這個過程:
- 向我們發送一份圖紙:可以手繪或CAD圖紙,由您決定。
- 告知我們關於您項目的信息:材料等級、數量、長度、功能或可見表面、特殊要求的測試、所需的尺寸公差等等。
- 香港九龍大角咀通州街123號國貿中心9樓B室
- T: +852-92992995
- E: sales@peakkong.com
 +
+
- 標準: EN10219-2006、EN10210-2006、ASTM A500
- 工藝: ISO 15614-11 、ISO 15614-14
- 工藝: EN10210、EN10219
- 鋼級: S275、S355、S460、S690、A500
- 公差: EN 10163-3
- 證書: EN 10204 - 類型 2.2 或 3.1b
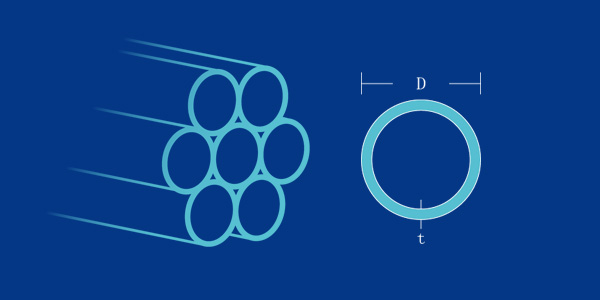
煌港特鋼生產符合 ASTM 規範 A513 Type1A(熱軋)、Type 1B(酸洗和塗油)和 Type 2(冷軋)的圓形碳和合金電阻焊 (ERW) 機械管。 ASTM A1.05 管材生產的尺寸從 12.75 英寸外徑到 18 英寸外徑不等,標稱壁厚從 0.049 號(513 英寸)開始,甚至更厚,用於各種工業、農業和運輸相關的最終用途。 如需生產尺寸的完整列表,請訪問我們的鋼管產品目錄。

ASTM A513 1010
ASTM A513 1020
ASTM A513 1026
ASTM A513 4130
ASTM A513 類型 1A 和 1BASTM A513 1A 型機械管材由熱軋帶鋼製成,而 A513 1B 型管材由熱軋帶鋼製成,這些帶鋼經過酸洗以去除氧化皮,然後塗油以提供比熱軋更清潔的表面。
A513 1 類管材提供比管道和結構管材規範更具體的外徑、壁厚、長度和直線度公差。 它通常用於需要彎曲、翻邊、擴口或壓平的應用中。
ASTM A513 2型ASTM A513 類型 2 由經過冷軋的熱軋鋼帶製成。 由於鋼廠的額外冷加工,與 A513 2 型相比,A513 1 型管具有更嚴格的壁厚公差、改善的表面狀況和更窄的機械性能範圍。
A513 2 型管材用於對錶面狀況有嚴格要求以及需要對管材進行進一步拋光或電鍍的各種應用。 冷軋管材的最大壁厚標稱值為 0.120″。
ASTM A513 規範規定,製造的碳鋼管在出售給任何類型的項目之前必須符合特定規範。 A 513 碳鋼規格表提供了一種在開始下一個項目之前檢查材料標準的簡單易懂的方法。
| 類別 | 尺寸範圍(圓管) |
|---|---|
| 熱軋鋼製電阻焊管 | 外徑從 3/4 到 15 英寸(19.0 到 38.1 毫米) |
| 壁厚從 0.065 到 0.650 英寸(1.65 到 16.50 毫米) | |
| 冷軋鋼電阻焊管 | 外徑為 3/8 至 8 英寸(9.52 至 203.2 毫米) |
| 壁厚從 0.028 到 0.134 英寸(0.71 到 3.40 毫米) |
本規範涵蓋用作機械管的電阻焊碳鋼和合金鋼管。
本規範涵蓋由熱軋或冷軋鋼製成的機械管材。
本規範涵蓋圓形、方形、矩形和特殊形狀的管材。
提供了可選的補充要求,如果需要,應以英寸-磅為單位進行說明,以作為標準。
以英寸-磅單位表示的值被視為標準。
A513 碳鋼機械管僅由符合碳鋼標準的材料製造。 A513 的化學成分主要是鐵,添加了碳、錳、磷、矽和銀。 查看下表,了解準確的 A513 碳鋼化學規格。
| 級 | 碳 | 錳 | 磷。 最大限度 | 最大硫 | 矽 | ...鎳... | 鉻 | 鉬 |
|---|---|---|---|---|---|---|---|---|
| 1008 | 最大 0.10 | 最大 0.50 | 0.035 | 0.035 | ... | .... | ... | ... |
| 1010 | 0.08-0.13 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1012 | 0.10-0.15 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1015 | 0.12-0.18 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1016 | 0.12-0.18 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1017 | 0.14-0.20 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1018 | 0.14-0.20 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1019 | 0.14-0.20 | 0.70-1.00 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1020 | 0.17-0.23 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1021 | 0.17-0.23 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1022 | 0.17-0.23 | 0.70-1.00 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1023 | 0.19-0.25 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1024 | 0.18-0.25 | 1.30-1.65 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1025 | 0.22-0.28 | 0.30-0.60 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1026 | 0.22-0.28 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1027 | 0.22-0.28 | 1.20-1.55 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1030 | 0.27-0.34 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1033 | 0.29-0.36 | 0.70-1.00 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1035 | 0.31-0.38 | 0.60-0.90 | 0.035 | 0.035 | ... | ... | ... | ... |
| 1040 | 0.36-0.44 | 0.60-0.90 | 0.04 | 0.05 | ... | ... | ... | ... |
| 1050 | 0.47-0.55 | 0.60-0.90 | 0.04 | 0.05 | ... | ... | ... | ... |
| 1060 | 0.55-0.66 | 0.60-0.90 | 0.04 | 0.05 | ... | ... | ... | ... |
| 1340 | 0.38-0.43 | 1.60-1.90 | 0.035 | 0.04 | 0.15-0.35 | ... | ... | ... |
| 1524 | 0.18-0.25 | 1.35-1.65 | 0.04 | 0.05 | ... | ... | ... | ... |
| 4118 | 0.18-0.23 | 0.70-0.90 | 0.035 | 0.04 | 0.15-0.35 | ... | 0.40-0.60 | 0.08-0.15 |
| 4130 | 0.28-0.33 | 0.40-0.60 | 0.035 | 0.04 | 0.15-0.35 | ... | 0.80-1.10 | 0.15-0.25 |
| 4140 | 0.38-0.43 | 0.75-1.00 | 0.035 | 0.04 | 0.15-0.35 | ... | 0.80-1.10 | 0.15-0.25 |
| 5130 | 0.23-0.33 | 0.70-0.90 | 0.035 | 0.04 | 0.15-0.35 | ... | 0.80-1.10 | ... |
| 8820 | 0.18-0.23 | 0.70-0.90 | 0.035 | 0.04 | 0.15-0.35 | 0.40-0.70 | 0.40-0.60 | 0.15-0.25 |
| 8630 | 0.28-0.33 | 0.70-0.90 | 0.035 | 0.04 | 0.15-0.35 | 0.40-0.70 | 0.40-0.60 | 0.15-0.25 |
拉伸強度是指材料在斷裂或失效之前可以承受的拉伸應力的大小。 A513 碳鋼的極限抗拉強度的計算方法是用鋼的面積除以施加在其上的應力,以每平方英寸材料的磅數或噸數表示。
| 級 | 抗拉強度(Mpa) ≥ | 屈服強度(Mpa) ≥ | 伸長率% ≥ | 電阻率,≥ |
|---|---|---|---|---|
| ASTM A513 1010 | 379 | 310 | 12 | 68 |
| ASTM A513 1020 | 448 | 379 | 10 | 75 |
| ASTM A513 1026 | 517 | 448 | 10 | 80 |
| ASTM A513 4130 | 621 | 552 | 10 | 87 |
- 除了指定的合金鋼外,ASTM A513 涵蓋從 1008 開始及更高等級的碳鋼。 請訪問我們的表面處理和化學品頁面,獲取我們標準化學能力的列表。
- A513 不要求進行物理測試(屈服、拉伸和伸長率)。 如果您的應用有特定的強度要求,請務必在詢價時包括在內,因為這會影響所需的化學成分。
- ID 焊縫的飛邊控制在規範的第 12.3 至 12.3.4 節中進行了討論。 煌港特鋼生產的管子可以控制最大 0.015"、最大 0.010"、最大 0.005" 和閃邊。
如果買方要求特定類型的熔化,應在採購訂單中註明。 一次熔煉可包括單獨的脫氣或精煉,然後可進行二次熔煉,例如電渣或真空電弧重熔。 如果採用二次熔煉,則熱量應定義為從一次一次熔煉中重熔的所有鋼錠。 鋼可以鑄成鋼錠或可以連鑄。 當不同等級的鋼連續連鑄時,需要識別最終的過渡材料。 生產商應通過明確區分等級的既定程序去除過渡材料。 管子應採用電阻焊工藝製造,並應由指定的熱軋或冷軋鋼製成。
化學成分鋼材應符合化學成分的要求。 如果未指定等級,則可提供 MT 1010 至 MT 1020 等級。可提供未列出的鋼的分析。 要確定它們的可用性,購買者應聯繫生產商。 當根據本規範訂購碳鋼牌號時,提供的合金牌號特別需要添加除為訂購牌號所允許的元素之外的任何元素。
熱分析鋼材製造商應對每爐鋼進行分析,以確定規定元素的百分比; 如果採用二次熔煉工藝,熔煉分析應從一個重熔鋼錠或每個一次熔煉的一個重熔鋼錠的產品中獲得。 熱分析應符合規定的要求,除非沒有保持熱身份或分析不夠完整以允許確定符合性,由管製造商進行的產品分析確定的化學成分應符合達到熱分析規定的要求。 當訂單或合同要求時,應向買方提供此類分析報告。
煌港特鋼在交付過程中適用煌港交貨條件,並增加雙方將遵守適用的法律和法規要求,並不參與任何不道德商業行為。
煌港特鋼所生產的ASTM A513碳素鋼機械管的技術交貨條件符合相應要求。尺寸和公差按照相應鋼材標準定義,工程工作符合相應標準。
ASTM A513碳素鋼機械管配備捆紮標籤和煌港特鋼的產品標籤,以實現全面的追溯和識別。
根據相應鋼材標準,將提供對應型材料證書。

香港九龍大角咀通州街123號國貿中心9樓B室
T: +852-29811161
E: sales@peakkong.com
廣東省東莞市謝崗鎮莞惠公路金海工業區
T: 0769-82869307
E: admin@peakkong.com
